
The COVID-19 pandemic has not only reshaped the manufacturing industry but also the global supply chains. Manufacturers had to deal with numerous challenges along with rising customer demands and expectations. According to a McKinsey research 90 percent of US consumers now expect two- to three-day delivery for purchases and one-third expect same-day delivery.
These rising customer expectations have put manufacturers and suppliers under immense pressure. Key challenges like operational inefficiency, inaccurate demand forecasting, inefficient inventory management, and delivery delays are leading to missed revenue opportunities.
As manufacturers seek to overcome these challenges, digital twins have emerged as an answer to these challenges. Using digital twins in supply chain management simulates real-world systems, offers deep insights into performance, and enables faster decision-making. This blog explores digital twins, their significant role in transforming supply chain management, and how they help manufacturers tackle complex challenges.
What Are Digital Twins?
Digital twins can be defined as virtual replicas that are created from Industrial Internet of Things (IIoT) analytic solutions or AI to understand an object, person or process – in this case – supply chains. By utilizing real-time data from sensors, devices, and other environmental sources, a digital twin allows manufacturers to simulate different scenarios, monitor performance, predict potential disruptions, and optimize processes.
In supply chain management, digital twins provide a holistic view of the entire system, like assets, people, and processes. This interconnectedness allows organizations to visualize, model, and optimize their supply chain operations in real-time. Digital twins are continuously updated (from IoT devices, sensors, etc.) with real-world data, enabling manufacturers to make data-driven decisions, anticipate issues, and create better forecasts. The ability to simulate real-world conditions before they happen allows manufacturers to be more agile, proactive, and efficient in their approach to supply chain management.
How Can Manufacturers Use Digital Twins in Supply Chain to Address Key Challenges?
There are several challenges manufacturing industry faces – ranging from unpredictable demand and labor shortages to inefficient production processes and delayed deliveries. Digital twins provide an innovative solution to address these challenges by enhancing operational visibility, optimizing decision-making, and improving resilience across the supply chain. Here are some key ways manufacturers can leverage digital twin technology to eliminate these challenges:
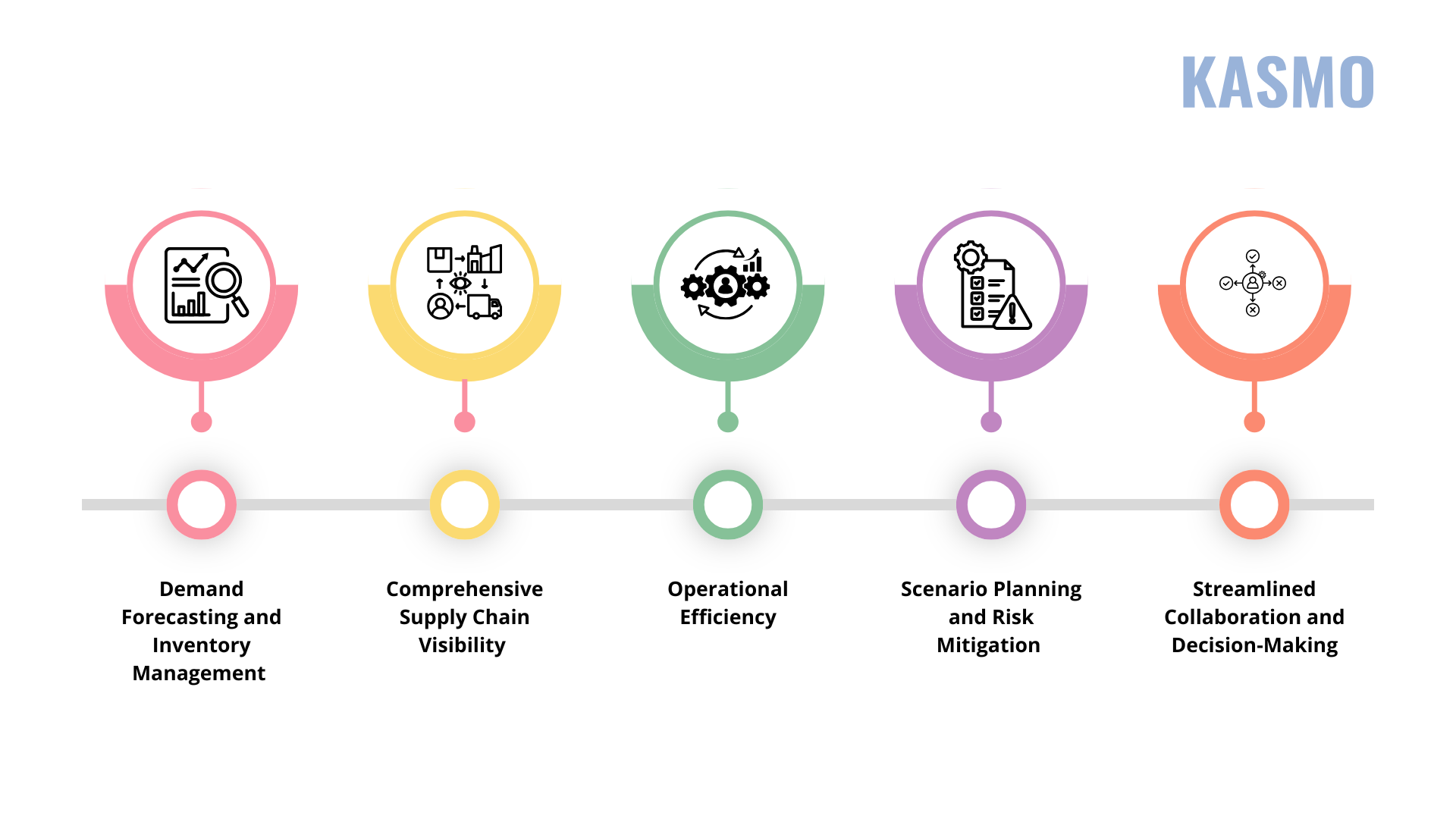
Demand Forecasting and Inventory Management
One of the most significant challenges in supply chain management is accurately forecasting demand. Traditional forecasting methods often result in stockouts (less inventory) or overstocking, which can lead to lost sales or excess inventory costs. By leveraging digital twins, manufacturers can get more precise, data-driven forecasts that incorporate both historical trends and real-time market signals. Real-time data allows manufacturers to easily adjust their inventory levels to meet shifting demand, preventing inventory imbalances and reducing the risk of understocking or overstocking.
Comprehensive Supply Chain Visibility
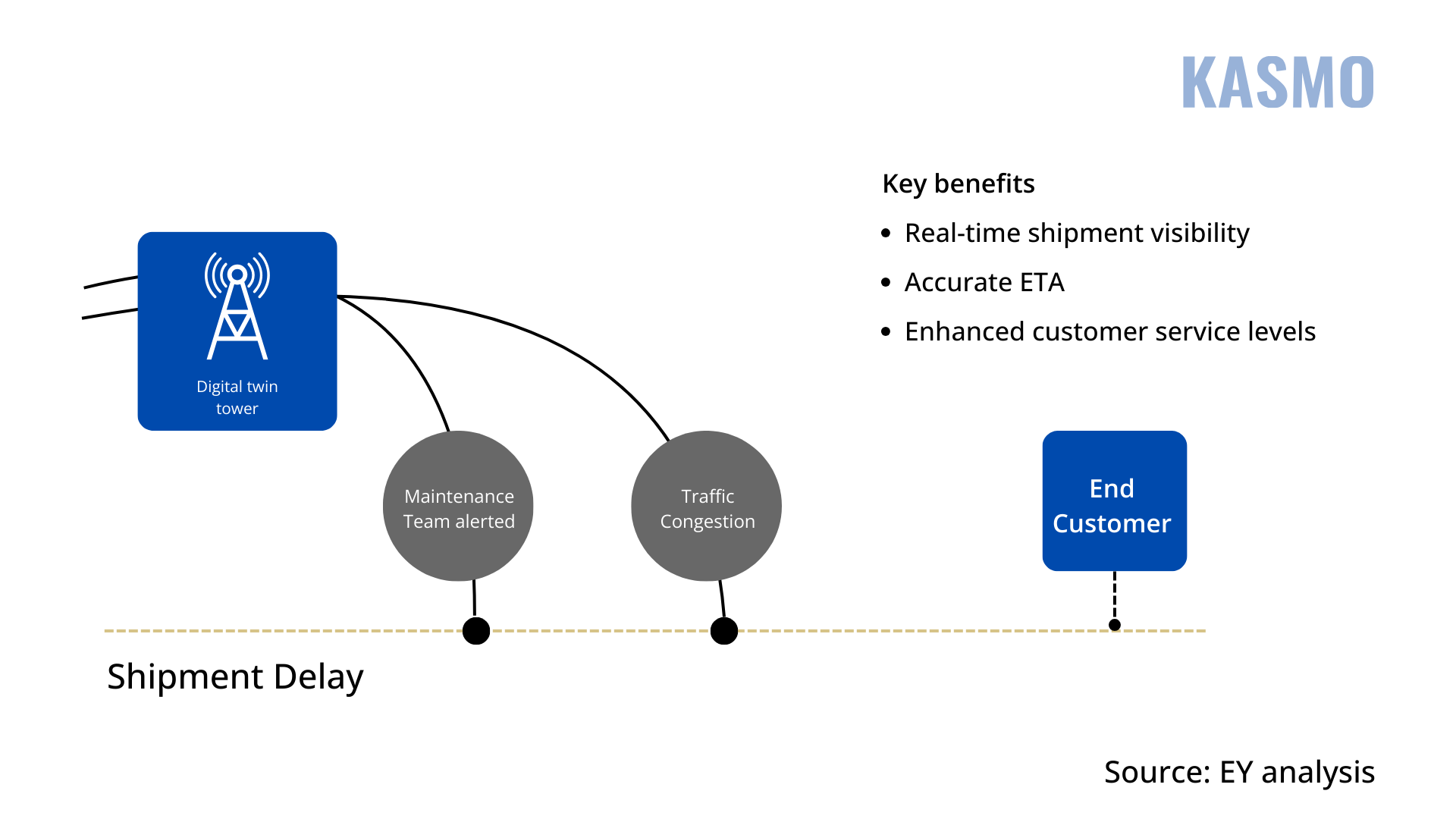
Source: EY
Supply chains today are highly complex, involving multiple stakeholders, suppliers, and employees across different countries with different time zones. Manufacturers need to have a comprehensive overview of every aspect of the supply chain. By incorporating digital twins in supply chain management, you can get end-to-end visibility, enabling you to track raw materials, monitor production processes, and oversee shipments.
This 360-degree visibility is critical for identifying potential bottlenecks, assessing the state of the supply chain, and taking proactive measures before issues escalate. With real-time monitoring and predictive analytics, manufacturers can ensure smooth and timely operations from start to finish.
Operational Efficiency
Digital twins allow manufacturers to simulate and optimize their operations in a virtual environment. For example: Digital twins are produced after analyzing the data from IoT systems. With these virtual images manufacturers can understand the state of their equipment without having to wait when their machinery breaks down. Similarly, in their supply chains, manufacturers can get a “virtual” understanding of potential disasters or risks even before they arise, giving them enough time to tackle any challenge.
By analyzing the performance of machinery, labor, and processes, digital twins identify inefficiencies and offer actionable insights for improving workflows.
Let’s take another example. If a production line is experiencing downtime or delays, the digital twin can pinpoint the root cause and suggest adjustments to mitigate further issues. These proactive measures help minimize operational disruptions and enhance productivity. Additionally, digital twins also help manufacturers optimize maintenance schedules and reduce the risk of costly unplanned downtime.
Scenario Planning and Risk Mitigation
The unpredictability of global markets and external factors such as natural disasters, geopolitical issues, and economic fluctuations have made risk management a key priority for manufacturers. Digital twins allow manufacturers to simulate different scenarios, such as disruptions in supply chain, tariff changes, or fluctuations in demand.
These simulations provide a comprehensive view of how various factors affect the supply chain, helping manufacturers devise contingency plans and make informed decisions. With digital twin technology, manufacturers can assess risks, optimize their supply chain networks, and prepare for future disruptions, enhancing operational resilience.
Streamlined Collaboration and Decision-Making
IIoT (Industrial Internet of Things) analytics solutions gather data from a network of IIoT devices and produces digital twins that allow seamless collaboration across departments and with external partners. By consolidating data from various sources, such as suppliers, warehouses, and distribution centers, manufacturers can ensure that all stakeholders and teams are working with the same real-time insights.
This accelerates decision-making and ensures that supply chain teams are aligned in their efforts to optimize operations. Leveraging digital twins in supply chain management enable manufacturers to quickly respond to changes and search for new opportunities to generate revenue.

Key Use Cases: How Digital Twins Address Manufacturing Challenges
Let’s look at some key use cases on how digital twins addresses manufacturing and supply chain challenges:
Improving Demand Forecasting and Dynamic Planning
Inaccurate demand forecasting is a significant issue for many manufacturers, leading to inventory imbalances and inefficient resource allocation. IIoT analytic solutions produce digital twins that can generate more accurate forecasts as they analyze a combination of historical data, market trends, and real-time information. Manufacturers can use this technology to adjust production schedules, reduce stockouts, and optimize inventory levels at different stages of the supply chain.
Optimizing Sourcing and Production
Sourcing materials and managing production schedules is another key area where digital twins provide critical value. By providing a real-time view of inventory levels, production capacities, and supplier performance, digital twins allow manufacturers to optimize sourcing and production planning. Real-time insights help manufacturers make informed decisions about supplier reliability and production schedules, reducing the risk of delays and improving overall efficiency.

Source: McKinsey.
Enhancing Warehouse Management
Warehouses play a crucial role in the supply chain, but they often face inefficiencies in operations. Digital twins offer a detailed, real-time view of warehouses, helping manufacturers identify and resolve inefficiencies. For example, digital twins can optimize storage space, enhance inventory management, and improve staffing. Additionally, they can also simulate different warehouse configurations to identify the most efficient setup. These optimizations help streamline warehouse operations, reduce costs, and improve service levels.
Optimizing Transportation
Transportation is a major cost driver in supply chain operations, and inefficiencies can lead to late deliveries and increased expenses. Digital twins provide visibility into transportation networks, allowing manufacturers to monitor delivery routes, manage fleet performance, and reduce transportation costs. By simulating different transport models, digital twins optimize delivery routes, ensuring products are delivered on time.
Improving Reverse Logistics
Managing reverse logistics – meaning the flow of goods from customers to manufacturers, in the case of returns or replacing products, can be costly. Digital twins offer a unique advantage in optimizing reverse logistics by simulating return flows and identifying the most efficient methods for processing returns. With better visibility into return patterns, manufacturers can reduce costs, streamline operations, and ensure that returns are processed quickly and efficiently.
Role of Snowflake in Overcoming Manufacturing and Supply Chain Challenges
As manufacturers look forward to integrating digital twins in the supply chain, the need for robust data cloud platforms has become more critical. Snowflake, a leading AI data cloud platform, provides a unified platform for data storage and processing of large datasets collected from IoT devices, sensors, and other data sources.
Snowflake enables manufacturers to store and analyze vast amounts of data in real time, helping them make faster, more informed decisions. Its scalable architecture allows businesses to adapt to changing data needs and seamlessly integrate data from various sources, including enterprise systems, IoT devices, and third-party applications. As Snowflake supports IoT manufacturing solutions, using digital twins (produced from IIoT analytic solutions) to get a comprehensive overview into your supply chains operations becomes less daunting!

Conclusion
A McKinsey market analysis indicates the global market for digital twins will grow about 30 to 40 percent annually in the next few years, reaching $125 billion to $150 billion by 2032. Digital twins in supply chain management provide an innovative and effective solution to numerous manufacturing challenges. By offering real-time visibility, advanced predictive analytics, and enhanced decision-making capabilities, digital twins help manufacturers optimize operations, improve efficiency, and build resilient supply chains.
Digital twin technology, combined with robust data cloud platforms like Snowflake, empowers manufacturers to embrace the future of supply chain management. By simulating real-world conditions and analyzing data across the entire supply chain, manufacturers can anticipate disruptions, optimize resources, and make more informed decisions. This proactive approach ensures that manufacturers are better equipped to navigate the complexities of the global supply chain, driving sustainable growth and long-term success.

